本文目录一览: 1、梅西老婆是印第安人吗 2、梅西老婆爸爸是谁 3、梅西的妻子去世了吗? 梅西老婆是印第安人吗 安妞比梅西小一岁,也是阿根廷人,但有意大利血统。是一个身材火辣、性格低调的妹纸。梅西的老婆是谁 梅西的老婆是安东内拉。安东内拉和梅西一样,同为罗萨里奥人。安东内拉比梅西小一岁,是梅西在纽维尔老男孩青...
快讯摘要...
2月份CPI同比由负转正,食品和服务价格上涨成为主要推手,但3月份服务消费价格和猪肉价格可能面临季节性回调,CPI增速或将回落。2月份CPI环比增长1%,同比由上月的下降0.8%转为上涨0.7%,显示出物价水平的快速回升。其中,核心CPI同比上涨1.2%,为2022年2月以来的最高涨幅。2月份CPI的超预期回升主要得益...
释放内在领导力:七策略提升自信与决策在个人成长和职场发展中,许多人渴望发挥潜力、展现信心。本文详细介绍了七种策略,旨在帮助人们增强自信、提高决策能力,成为更好的领导者。面对改变,人们常感到恐惧,但改变并非不可能。关键在于明确动机、制定计划,并采取必要步骤。首先,从培养自我意识开始,通过调整情绪、诚实反省和保持成长心态,...
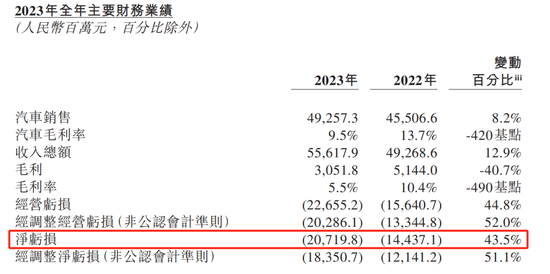
来源:尺度商业 文 | 金卫 编辑 | 张佳儒 蔚来汽车又亏了,而且亏得更多。 3月5日晚间,蔚来汽车发布2023年全年财报,2023年,蔚来汽车实现营收556.18亿元,毛利率同比下滑4.9个百分点,净亏损进一步扩大43.5%至207.2亿元。 隔壁的理想汽车去年赚了100多亿,蔚来至今还深陷...
本文目录一览: 1、类似斗破苍穹的玄幻小说 2、《万古最强狂婿》txt下载在线阅读全文,求百度网盘云资源 类似斗破苍穹的玄幻小说 1、最好看的玄幻小说排行榜前十名有《斗破苍穹》、《神印王座》、《凡人修仙传》、《恶魔法则》、《雪中悍刀行》、《遮天》、《神墓》、《我欲封天》、《完美世界》、《盘龙》。2、《遮天》本书以...
快讯摘要 两会快讯丨住建部:希望房企能看到为群众建设好房子就有市场就有未来证券时报网讯,据中国网消息,住房和城乡建设部部长倪虹在十四届全国人大二次会议民生主题记者会上表示,下力气建设好房子。......
3月9日,在十四届全国人大二次会议民生主题记者会上,教育部部长怀进鹏表示,推进数字教育,就是期望推动教育均衡和能力提升,通过数字化来改变、改善、提高教育质量,促进教育公平,用一根根网线去消弭数字鸿沟,用一块块屏幕去链接不同的课堂。要实现教育的高质量发展,发展数字教育就不是选修课,而是必修课,不仅有意义,而且确实有实...
本文目录一览: 1、中国好声音历届冠军名单 2、中国好声音第三季杨坤组四强是谁 中国好声音历届冠军名单 1、《中国好声音》历届冠军 《中国好声音第一季》:四强——梁博(冠军)、吴莫愁(亚军)、吉克隽逸(季军)、金志文(殿军)。《中国好声音第二季》:四强——李琦(冠军)、张恒远(亚军)、萱萱(季军)、金润吉(殿军)...
快讯摘要 两会快讯丨住建部:指导各地编制好住房发展规划有力有序推进现房销售证券时报网讯,据中国网消息,如何构建房地产发展新模式?住房和城乡建设部部长倪虹在十四届全国人大二次会议民生主题记者会......
梅西的老婆(梅西的老婆是黑人还是白人)
华为联手江淮,打造年产3.5万辆纯电MPV车型
2月CPI意外上涨0.7%,服务业激增引领,猪肉鲜果价格飞涨!
提升领导力:七策略助力职场成长,成就财经精英
蔚来去年亏损200多亿,李斌还坐得住吗?
孚能科技携手一汽解放 点亮新能源商用车市场 推动半固态电池技术革新
企业年报是什么
中信证券获批成为香港结构性产品发行商 首批认股证挂牌
广骏集团控股(08516.HK)委任中主环球为新任核数师
首场“委员通道”集体采访活动将于4日下午举行